
Surface finish looks simple until a drawing throws four different numbers at you: Ra, Rz, RMS, an N-grade, maybe in microinches instead of micrometres. The good news is that some of these convert exactly, one of them does not convert at all, and once you have seen the master chart it stops being confusing. This page is that chart, plus the honest detail on what actually converts and what is only a rule of thumb. If you want the meaning of the callout symbol itself rather than the numbers, that lives in our surface finish symbols guide.
The short answer
Three of the four columns are easy and one is a trap. Ra in micrometres and Ra in microinches are the same measurement in different units, so that conversion is exact (1 µm is about 40 µin). ISO N-grades are just names for standard Ra values, so those map one to one. RMS is a slightly different average that runs about 11 percent higher than Ra. The trap is Rz: it is a genuinely different measurement, and there is no formula that turns an Ra into an Rz. Keep that split in mind and the chart below does the rest.
The conversion chart
This is the one to bookmark. It lines up the ISO N-grade, Ra in both units, the approximate RMS, and the kind of finish each row represents. The rows in bold are the everyday machining values you will see most often on drawings.
Surface finish conversion: N-grade, Ra, RMS and typical finish
| N-grade | Ra (µm) | Ra (µin) | RMS (µin, approx) | Typical finish |
|---|---|---|---|---|
| N1 | 0.025 | 1 | 1 | Lapped, mirror |
| N2 | 0.05 | 2 | 2 | Superfinished |
| N3 | 0.1 | 4 | 4 | Honed, lapped |
| N4 | 0.2 | 8 | 9 | Fine ground |
| N5 | 0.4 | 16 | 18 | Ground |
| N6 | 0.8 | 32 | 36 | Fine turned / ground |
| N7 | 1.6 | 63 | 70 | Smooth machined |
| N8 | 3.2 | 125 | 140 | General machined |
| N9 | 6.3 | 250 | 280 | Rough machined |
| N10 | 12.5 | 500 | 555 | Coarse / as-cast |
| N11 | 25 | 1000 | 1110 | Sand cast, flame cut |
| N12 | 50 | 2000 | 2220 | Very rough |
3.2means Ra 3.2 µm, which is 125 µin and grade N8. 1.6 is 63 µin (N7), 0.8 is 32 µin (N6), and 0.4is 16 µin (N5). If the number has no units next to it on a metric drawing, it is Ra in micrometres.Ra vs Rz, and why you cannot convert them
Ra is the arithmetic average of how far the surface deviates from its mean line, measured over the sampling length. Rz is different: it averages the height from the five highest peaks to the five deepest valleys. Because Ra smooths everything into one average and Rz keys off the extremes, two surfaces can share an Ra and have very different Rz. That is exactly why there is no conversion formula between them, only the rough guide that Rz tends to land somewhere around four to seven times Ra depending on the process.
The video below from The Machining Doctor walks through the Ra and Rz relationship and why the “conversion” is really an approximation, which is the single most misunderstood point on the whole topic.
RMS vs Ra
RMS, also written Rq, is the root-mean-square average of the same profile Ra uses. Squaring the heights before averaging gives more weight to the taller peaks, so RMS comes out a little higher than Ra on the same surface, by about 11 percent for a typical machined finish. That is where the handy factor comes from: RMS ≈ 1.11 × Ra. So an Ra of 32 µin is roughly 36 µin RMS. Ra is the modern standard almost everywhere; if you see RMS, you are usually looking at an older US drawing.
ISO N-grades
The N-numbers are nothing more than standard labels for Ra values, set up so each step is roughly double the last. They are handy shorthand and common on older or ISO-style drawings, but the underlying spec is always an Ra value.
- N1 to N4(Ra 0.025 to 0.2 µm): precision finishes from lapping, honing and fine grinding. Mirror to near-mirror.
- N5 to N8(Ra 0.4 to 3.2 µm): the everyday machining band, from ground sealing faces down to general turned and milled surfaces.
- N9 to N12(Ra 6.3 to 50 µm): rough machined, as-cast, flame-cut and sawn surfaces where finish barely matters.
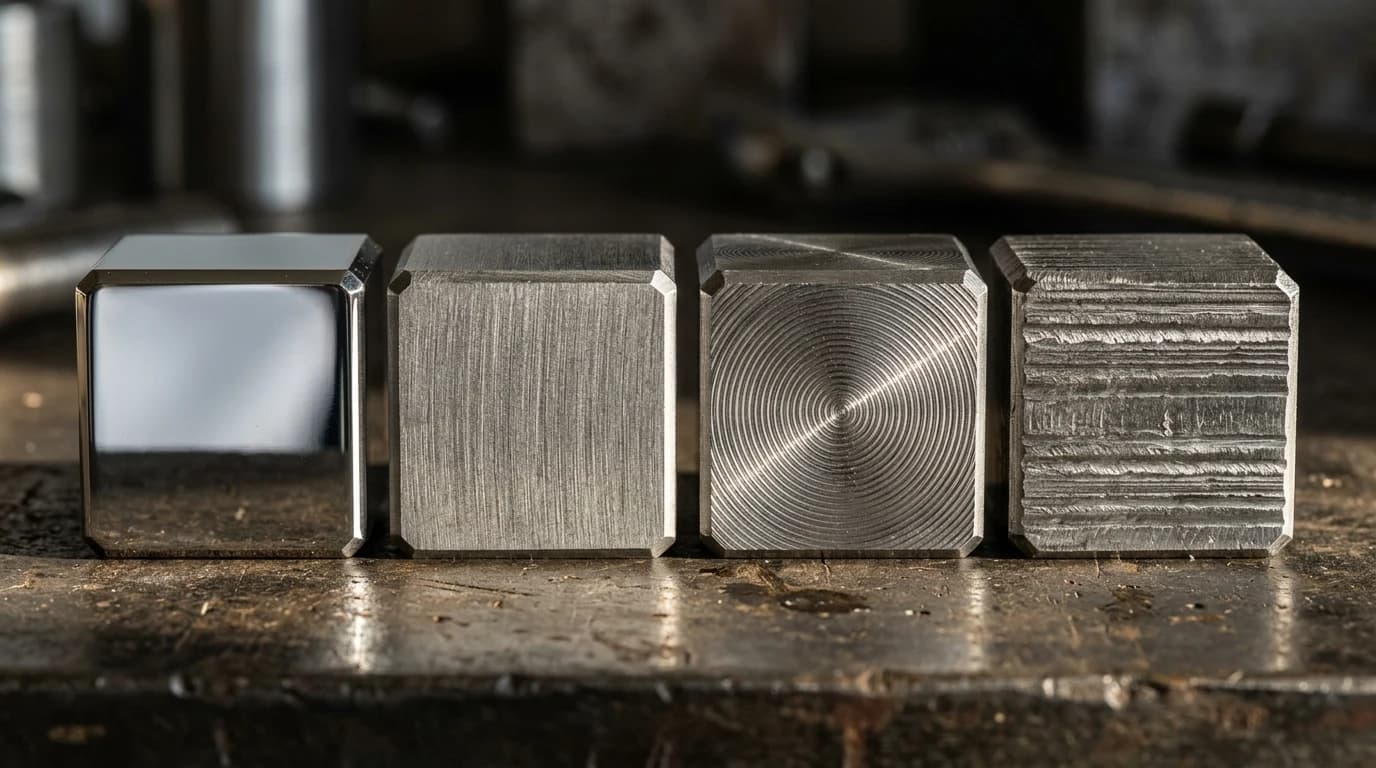
Roughness by machining process
Finish is not free: it is set by the process, and pushing below what a process naturally gives means adding a slower, more expensive step. This is the range of Ra you can normally expect from each process without fighting it.
Typical Ra achievable by process
| Process | Typical Ra (µm) | Roughly (µin) |
|---|---|---|
| Lapping | 0.012 to 0.1 | 0.5 to 4 |
| Honing / superfinishing | 0.025 to 0.4 | 1 to 16 |
| Grinding | 0.1 to 1.6 | 4 to 63 |
| Reaming | 0.8 to 3.2 | 32 to 125 |
| Turning / boring | 0.4 to 6.3 | 16 to 250 |
| Milling | 0.8 to 6.3 | 32 to 250 |
| Drilling | 1.6 to 6.3 | 63 to 250 |
| EDM | 0.4 to 6.3 | 16 to 250 |
| Sawing / flame / plasma cut | 6.3 to 25 | 250 to 1000 |
| Sand casting | 12.5 to 50 | 500 to 2000 |
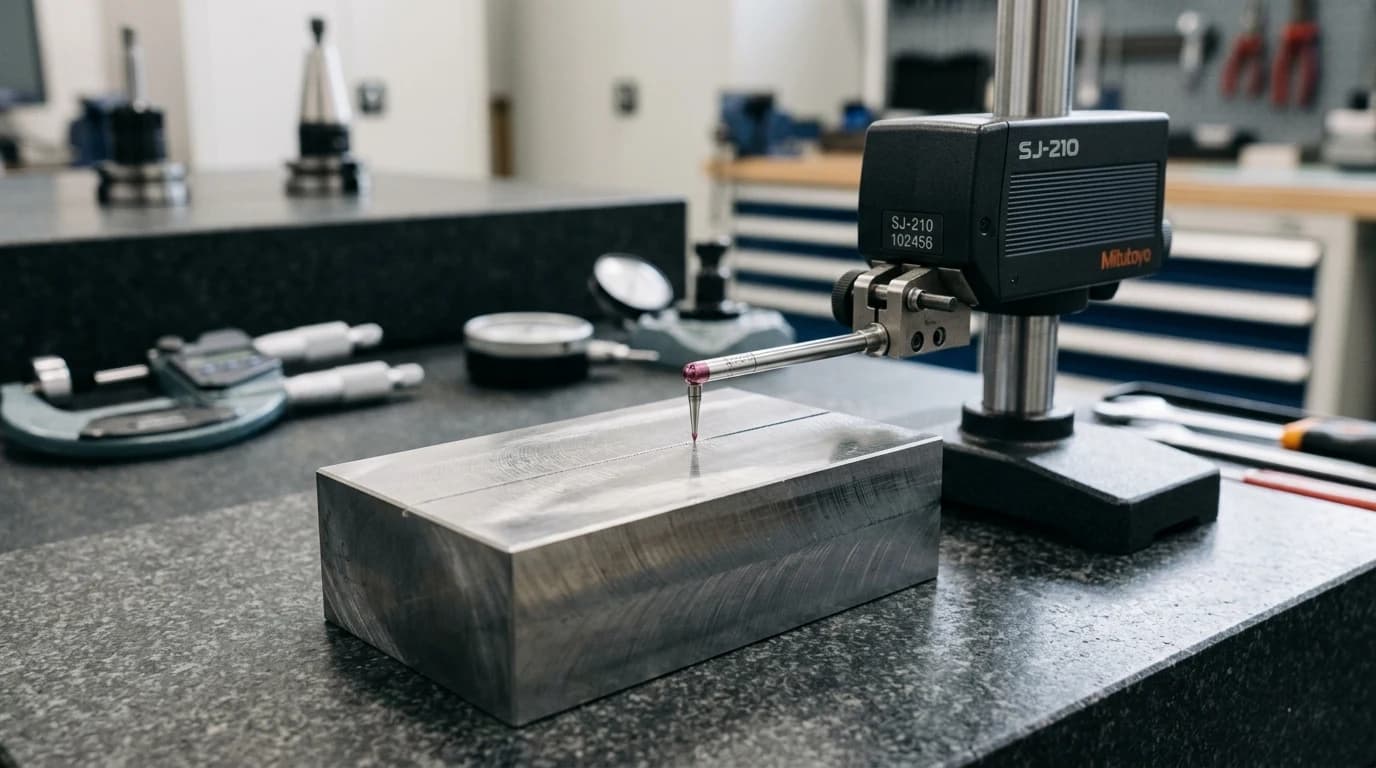
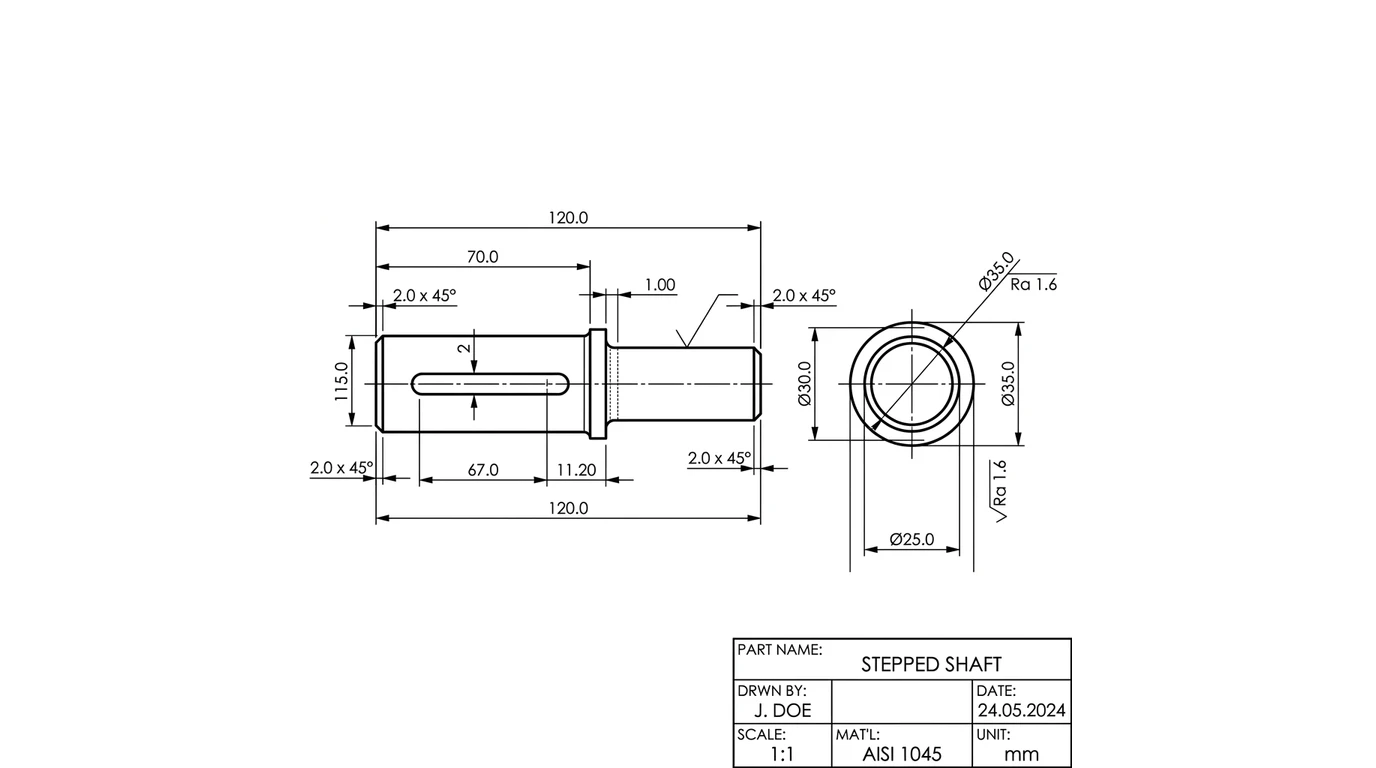
How it appears on a drawing
On the sheet, all of this shows up inside the surface finish symbol: a tick mark with the value written on it, sometimes with the parameter (Ra or Rz), a machining-allowance number or a lay direction. The number is the thing the chart above decodes; the symbol around it says how the surface must be produced and measured.
For the full anatomy of that symbol, the machining and lay marks, and how to place it correctly, see our surface finish symbols guide. For how finish fits alongside dimensions and tolerances on a complete drawing, see how to read tolerances on a drawing and the wider engineering drawing symbols and GD&T guide. And if you are working from a real part rather than a drawing, TechDraw AI turns a photo of a part into a dimensioned drawing you can annotate and export.
Frequently asked questions
How do you convert Ra to Rz?
You cannot convert Ra to Rz with a formula, because they measure different things: Ra is an average and Rz is based on peak-to-valley heights, so two surfaces with the same Ra can have very different Rz. In practice people use a rule of thumb of roughly Rz equals four to seven times Ra depending on the process, but that is an estimate for planning, not a real conversion. If a drawing calls out Rz, measure Rz.
What is Ra 3.2 in microinches and N-grade?
Ra 3.2 micrometres equals 125 microinches, which is ISO grade N8. It is a common general-machining finish you get from normal turning or milling without any extra finishing step. The other everyday values map the same way: Ra 1.6 is 63 microinches (N7), Ra 0.8 is 32 microinches (N6), and Ra 0.4 is 16 microinches (N5).
What is the difference between Ra and RMS?
Both describe the average roughness, but Ra is the arithmetic average of the profile heights while RMS (also called Rq) is the root-mean-square average, which weights the taller peaks more. For a typical machined surface RMS runs about 11 percent higher than Ra, so RMS is roughly 1.11 times Ra. Ra is the modern standard; RMS survives mostly on older US drawings.
What is a good surface finish for machining?
It depends on the job, but Ra 3.2 micrometres (125 microinches) is a sensible default for general machined parts, Ra 1.6 (63) for parts that need to look and feel smooth, and Ra 0.8 (32) or finer for sealing faces and sliding fits. Tighter than that usually means grinding, honing or lapping and costs real money, so only specify it where the function needs it.
Is Ra or Rz better?
Neither is better; they answer different questions. Ra is a stable average that is easy to measure and good for general control, while Rz is more sensitive to individual peaks and scratches, which matters for sealing, coating and fatigue. Many drawings now call out both. Use whichever the function and the standard on the drawing demand, and measure the one that is specified.